使用數控鑽床鑽孔不鏽鋼的正确方法
作(zuò)者:華正機(jī)械 發布時間:2023-12-20 15:16:17 浏覽次數:163次
不鏽鋼工(gōng)件(jiàn)在數控鑽床上鑽孔常采用麻花鑽,對淬硬不鏽鋼,可(kě)用硬質合金鑽頭,有條件(jiàn)時可(kě)用超硬高速鋼或晶粒硬質合金鑽頭。鑽孔時扭矩和軸向力大(dà),切屑易粘結、不易折斷且排屑困難,加工(gōng)硬化加劇(jù),鑽頭轉角處易磨損,鑽頭剛性差易産生(shēng)振動。因此要求數控鑽床鑽頭磨出分(fēn)屑槽,修磨橫刃以減小軸向力,修磨成雙頂角以散熱(rè)條件(jiàn)。
鑽削不鏽鋼的典型鑽頭(即不鏽鋼群鑽)如(rú)圖1所示。
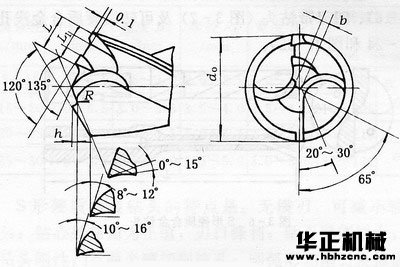
圖1 不鏽鋼群鑽
圖中L≈0.32d0,L/2>L1>L/3,R≈0.2d0,h=0.04d0,b≈0.04d0。使用這種數控鑽床鑽頭鑽削1Cr18Ni9Ti時,對ψ20mm、ψ25mm、ψ30mm三種直徑的鑽頭,采用n=105r/min,f=0.32mm/r、0.4mm/r、0.56mm/r、0.67mm/r四種不同的進給量,均可(kě)順利地斷屑和排屑。
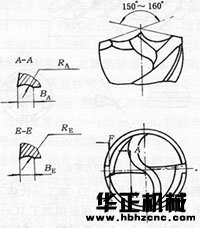
圖2 不鏽鋼斷屑鑽頭
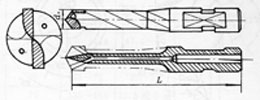
圖3 S形硬質合金鑽頭
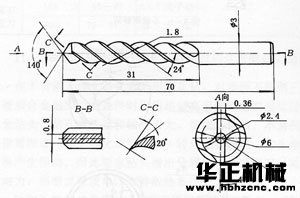
圖4 四刃帶鑽頭
還(hái)可(kě)采用不鏽鋼斷屑鑽頭(圖2)、S形硬質合金鑽頭(圖3)、四刃帶鑽頭(圖4)及可(kě)轉位硬質合金淺孔鑽。
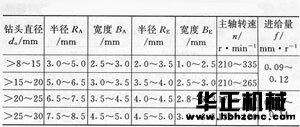
用不鏽鋼斷屑鑽頭(圖2)加工(gōng)馬氏體(tǐ)不鏽鋼2Crl3時,隻需磨出E-E處斷屑槽;而鑽削加工(gōng)lCrl8Ni9Ti奧氏體(tǐ)不鏽鋼時,還(hái)需加開A-A處斷屑槽。不鏽鋼斷屑數控鑽床鑽頭的具體(tǐ)參數及适用的鑽削用量見(jiàn)表1。
表1 不鏽鋼斷屑鑽頭的斷屑槽和鑽削用量